Tras haber estudiado de manera minuciosa el modelo 3d del ala
WHITEWING ya existente, tomamos la decisión de realizar un modelo nuevo ya que
el anterior tenía una serie de errores de ejecución que podría acarrear
problemas a la hora de introducir dicho modelo en el software informático de
modelaje 3d de la máquina fresadora.
Dicho nuevo
modelo ha sido generado a través de Bentley Microstation V8 XM generando una
serie de superficies de revolución modeladas a través de curvas independientes.
Tras la creación de este modelo se generaron los puntos más críticos del mismo
(extremos del ala) con Rhinoceros v.4 consiguiendo de este modo realizar un
modelo 3d sin fallos.
En cuanto al
diseño del 3d hemos tomado ciertas decisiones que solucionarán algunos de los
posibles problemas que nos encontraríamos a la hora de tallar la pieza de
maqueta en la máquina fresadora.
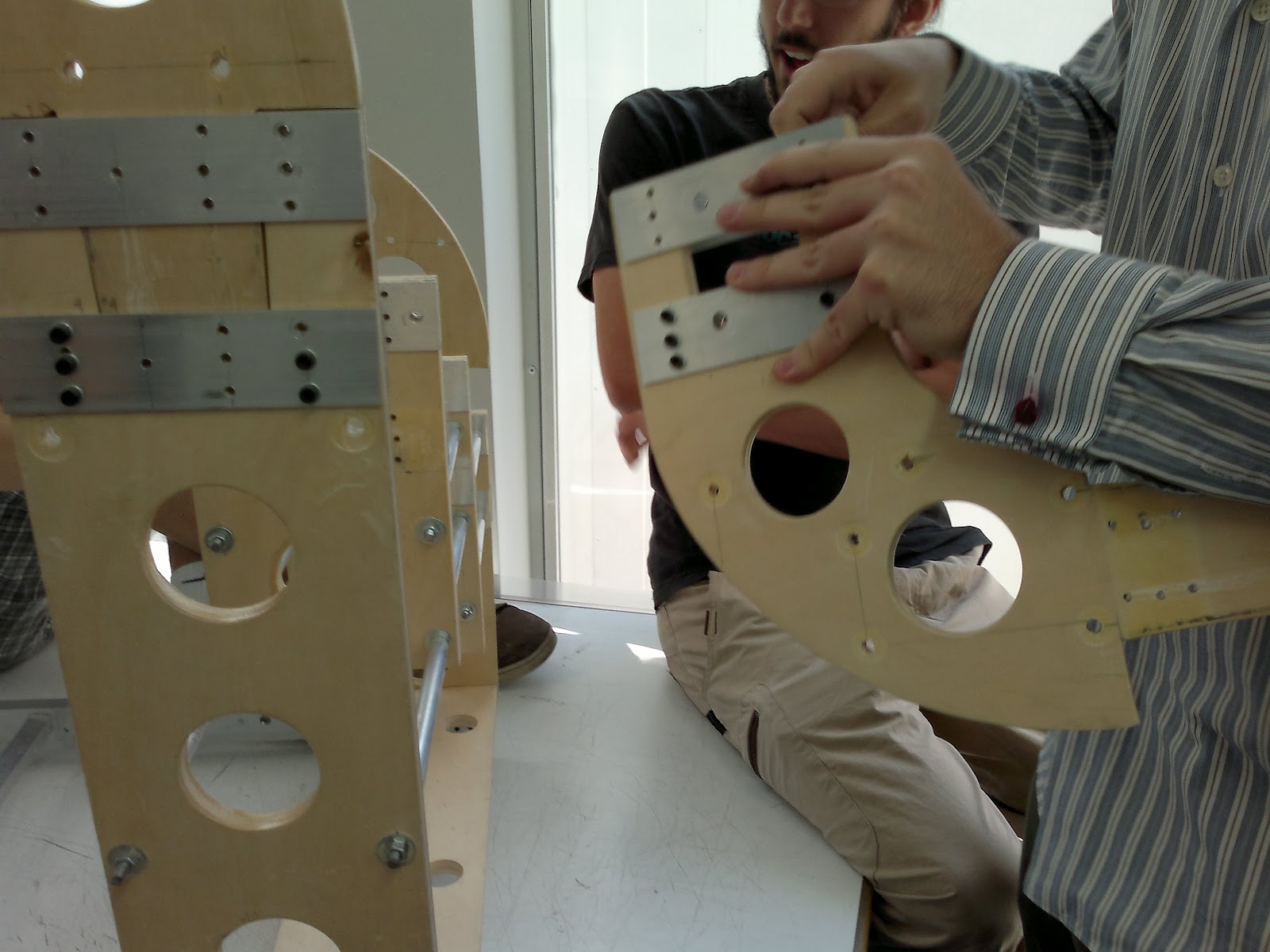
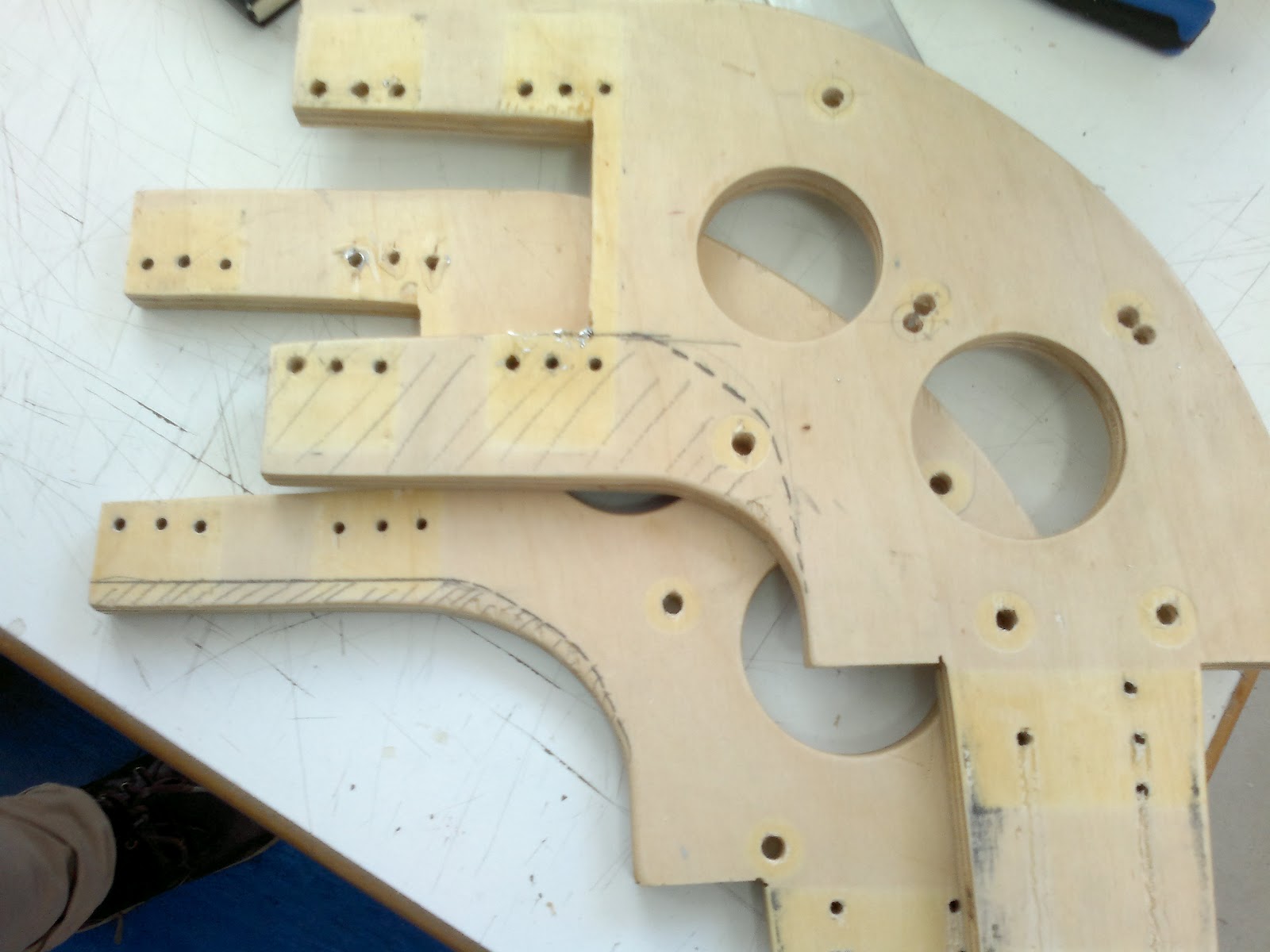
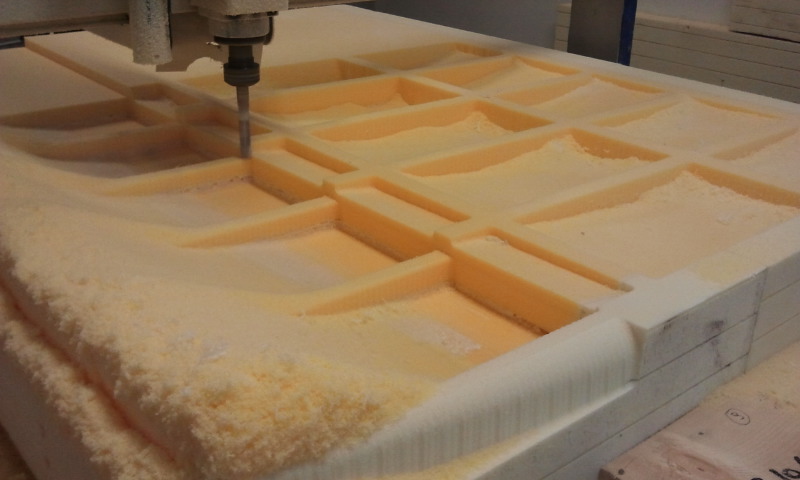
Para
aligerar la pieza y conseguir así evitar posibles flexiones y torsiones del
material se han realizado una serie de casetones en su extremo donde se han
colocado costillas tanto transversales como longitudinales.
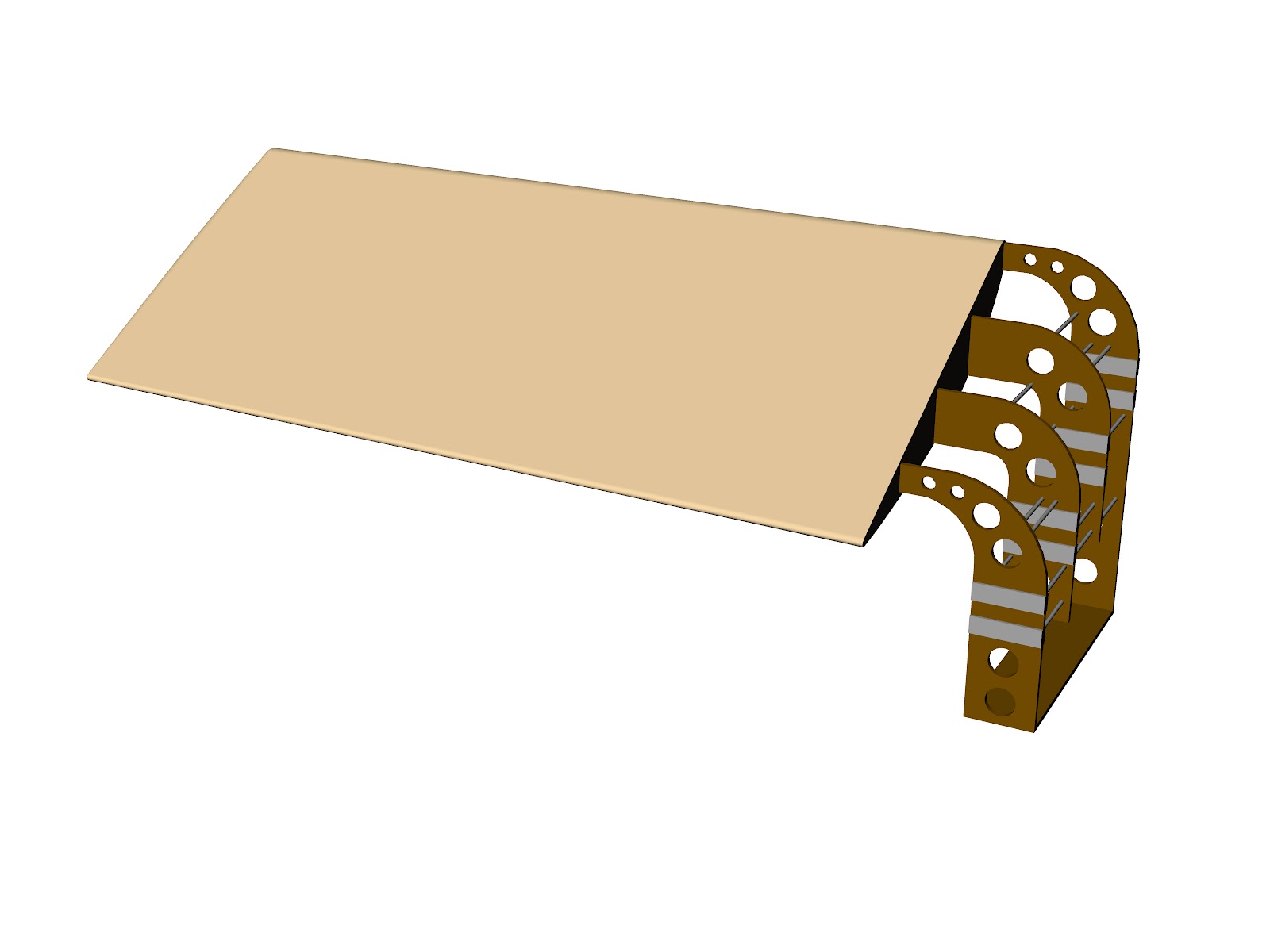
Al mismo
tiempo, en el comienzo de los casetones, se ha modelado el 3d a 30 grados para
evitar que la pinza que sujeta la fresa pueda dañar el modelo a escala cuando
introduzca la misma a la mayor profundidad del casetón.
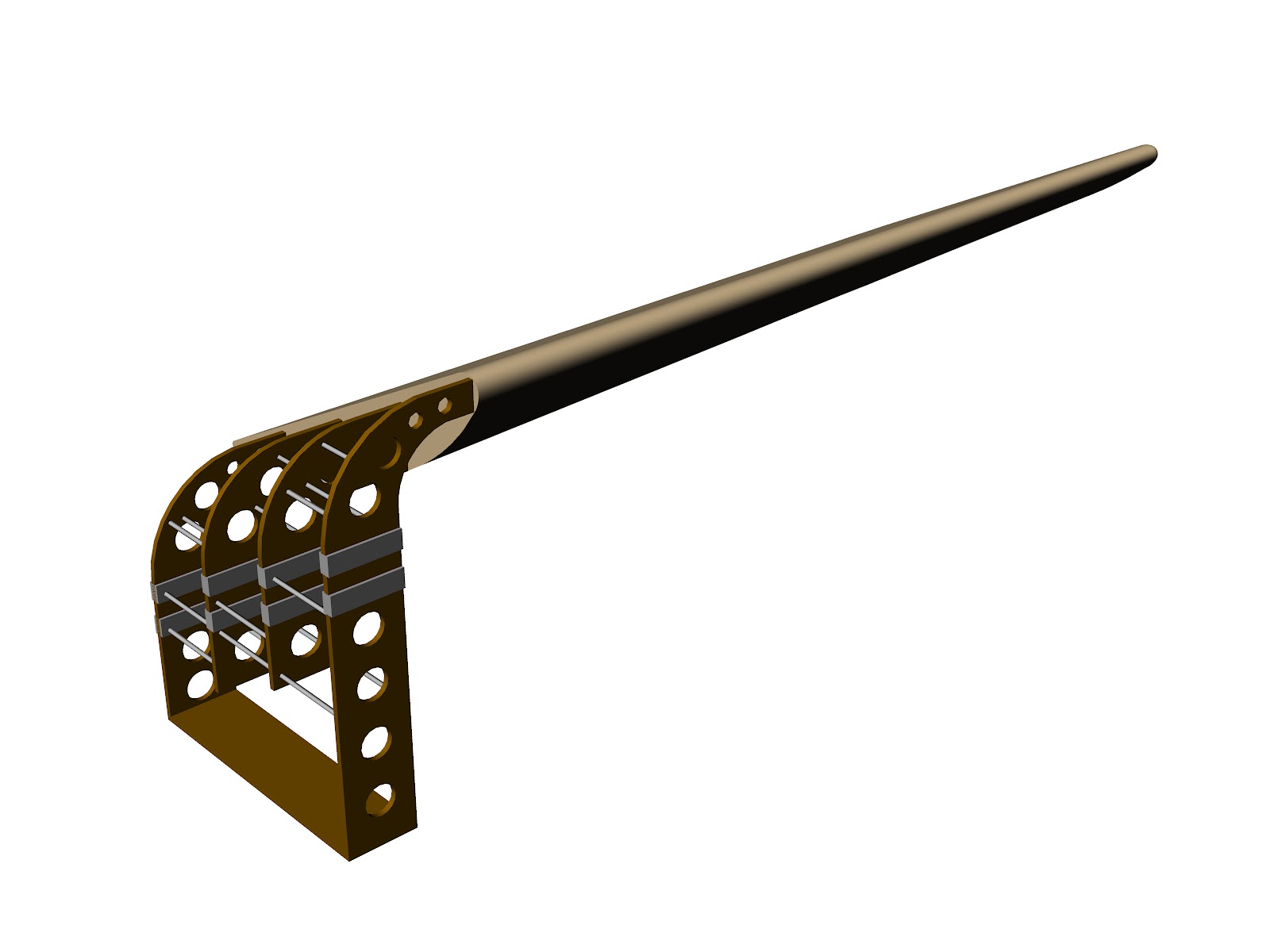
La pieza a
escala tiene unas dimensiones de 7.20m, de los cuales 4.8m son de superficie
aligerada (casetones) y 2.4m de superficie maciza (donde introduciremos las
esperas para su sujeción con el resto del ala).
Para una
mejor definición de los bordes de la pieza se comenzaron los casetones con un
margen de seguridad por lo que no creemos que se vaya a generar ningún problema
de construcción de la maqueta.
En un
principio debatimos sobre la necesidad de crear una serie de “pestañas” que
sirvieran de apoyo al panel fotovoltaico pero al proyectar tanto costillas
longitudinales como transversales solucionamos con una sola acción el posible
mal asiento del panel sobre nuestra pieza.
El último paso para la correcta realización de la maqueta fue
generar en el propio 3d una serie de planos, con el ancho completo del material
que introduciremos en la fresadora, que contengan al modelo 3d y separados
exactamente 6.2mm (diámetro de la fresa que utilizaremos). Con esto no solo
conseguimos un correcto eje de coordenadas y un punto de origen bien marcado
para que no exista un posible desfase a la hora de girar el material en la mesa
de trabajo, sino que también nos da la posibilidad de realizar el modelo a
escala por fases, garantizándonos de esta manera una mayor precisión, un mejor
acabado, y la posibilidad de solucionar de manera rápida y sencilla los
posibles fallos derivados de su construcción.